

 卓力达新闻
卓力达新闻

- 不锈钢蚀刻工艺的发展及现状
- 感谢南通市通州区消防大队的现场指导和支持!南通卓力达2018年首次消防演习圆满成功!
- 开业大吉!| 2018,卓力达开启新篇章!
- 为中国制造点赞!热烈祝贺卓力达荣获高新技术企业认证!
- 凝心聚力.共赢未来-卓力达管理团队2016年井冈山会师!
 合作伙伴
合作伙伴







基板的清洗与表面处理 (对于较小不锈钢蚀刻的平面工件,可直接采用丝印的方式完成涂布的工序,但对于大面积,丝印无法进行的不锈钢蚀刻产品只能采用直接在工件表面涂布显影。)---->涂布---->热风预烘---->曝光---->显影---->补光固化---->干燥---->蚀刻脱墨---->后制作---->检验---->包装出货。
目的:除去不锈钢蚀刻工件表面的防锈油、润滑油、乳化液及工作人员分泌的汗渍油脂等。成份组成:氢氧化钠、碳酸钠等碱性物质及十二烷基苯磺酸钠等。脱脂不完整会影响后面涂布工序中保护膜与不锈钢蚀刻工件的接合力,以致在不锈钢蚀刻过程中保护膜脱落造成工件的损坏。
2.涂布(涂布感光油墨)
可以采用满版印刷、刷涂、滚涂或喷涂的方式,对油墨涂层的均一性要求不是很高,只要能保证涂层能够在蚀刻时对不锈钢蚀刻产品需保护部位得到充分的保护。此工序和制作网板中的涂布工序差不多,只是制作网板是在网砂上涂感光油墨,而金属蚀刻是直接在工件表面涂布。
3.热风预烘干
热风预烘干(30-40℃,10-15分)目的只是防止曝光时感光油墨粘住菲霖。要在暗室中进行操作。
4 .曝光
高压汞灯、碘镓灯、金属卤素灯。时间:二十秒左右,抽真空;根据不锈钢蚀刻工件的精度要求适当调整曝光时间。精度要求越高,曝光时间要适当缩短
5.显影
对于水性感光油墨,可采用1%碳酸钠水溶液或直接用清水,温度25-30℃,手工显影或喷射显影。对于油性感光油墨,可采用有机溶剂进行手工显影或喷射显影。
6.补光固化
增加固化膜对底材的结合力,提高耐蚀刻性能。采用高压汞灯照射 或用紫外光照射,照射时间的长短要根据各自油墨的不同特性来决定,时间太长,油墨老化,结合力不好导致不能很好保护不锈钢蚀刻工件,时间太短,固化效果不好,结合力也不好,也不能很好保护工件。
7.干燥
干燥 90-110℃/5-10分,增加固化膜对底材的结合力,提高耐腐蚀或耐电镀性能。若要永久保留固化膜,可进行140-160℃/30分钟以上热烘烤
8 . 蚀刻
1)不锈钢蚀刻蚀刻液一般都是强酸或强碱。尽可能使反应快速完成,一般蚀刻速度为0.04mm/分钟,蚀刻速度越快,侧蚀的程度就越小,所得到的不锈钢蚀刻工件精密度就越高。
2)电化学蚀刻
把工件做阳极,在电解液中通电,不锈钢蚀刻工件上未被保护部位因作阳极而溶解,从而达到蚀刻的目的。电化学蚀刻的蚀刻速率一般由工件表面的电流密度来控制。
9.脱墨(退膜)
对于不锈钢蚀刻完成既为成品的产品,直接退去保护油墨。要根据所采用的油墨性质来选用脱墨液:
1.对于水性油墨,可采用20%氢氧化钠水溶液/50~60℃浸泡约十分钟,然后擦拭,去除油墨。
2.对于油性油墨,要用有机溶剂进行浸泡约十分钟,然后进行擦洗去除。
10.后制作
对于蚀刻的成品,进行手工填漆、电泳涂装或者电镀,从而形成同一平面两种双色甚至多种颜色的外观效果。如果是蚀刻标牌,就是先蚀刻出中间的字,然后进行填漆,达到的效果。
不锈钢蚀刻的原理: 指通过曝光显影工序、将产品的图形转移到金属钢片上,将要蚀刻区域的保护,不要的区域除去保护膜裸露出金属部分,再用化学药水溶液起到腐蚀的作用,形成凹凸半刻或者镂空成型的效果。卓力达经过不断改良和工艺设备发展,目前用于航空、机械、化学工业中电子薄片零件精密蚀刻产品的加工,特别在半导体制程上,蚀刻更是不可或缺的技术。
不锈钢蚀刻的曝光原理
首先将需蚀刻的图形通过光绘的方式转移至两张相同一致的胶片菲林上,或是通过光刻的方式转移至两张相同一致的玻璃菲林上。然后通过人工对位方式或机器对位方式将菲林对准。再将已涂布感光油墨或贴好感光干膜的钢片置于菲林中间,吸气后即可曝光。曝光时对应菲林黑色处的钢片未被感光,对应菲林白色处的钢片感光,钢片感光处的油墨或干膜发生聚合反应。经过显影机,钢片上被感光的油墨或干膜不被显影液溶化,而未感光的油墨或干膜在显影液被溶化去除,这样需蚀刻的图形通过曝光就转移到钢片上去了。
曝光是在紫外光照射下,光引发剂吸收光能分解成游离基,游离基再引发不聚合单体进行聚合交联反应,反应后形成不溶于稀碱溶液的体形大分子结构。曝光一般在自动面曝光机内进行,现在的曝光机根据光源的冷却方式不同分风冷和水冷两种。曝光成像质量除干膜光致抗蚀剂的性能外,光源的选择,曝光的时间 (曝光量)的控制,照相底版的质量等都是影响曝光成像质量的重要因素。
当曝光不足时,由于单体聚合不完全,在显影过程中,胶膜溶涨变软,线条不清晰,色泽暗淡,甚至脱胶,在蚀刻过程中膜起翘,渗镀,甚至脱落;当曝光过度时,会造成难于显影,胶膜发脆,留下残胶等弊病。曝光将产生图像线宽的偏差,过量的曝光会使图形线条变细,使产品的线条变粗。根据显影后干膜的光亮程度,图像是否清晰,图像线宽是否与原底片相符等来确定适当的曝光时间。
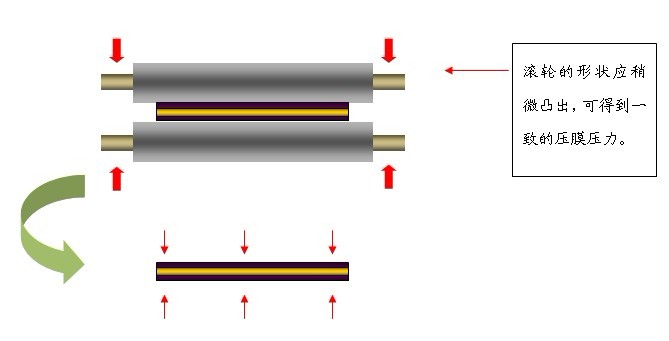
不锈钢蚀刻前的滚涂保护油原理
使胶辊与钢轮平行靠紧,并匀速向内旋转,油墨从胶管喷至钢轮上,均匀调节胶辊与钢辊之间的紧密度,就可以控制粘附在胶辊上的油墨厚度与均匀度;钢片由输送带往前匀速推进,与胶辊适当接触,胶辊上的油墨就均匀的转印到钢片表面上。 在蚀刻的防蚀层制作中涂装技术应用较多,常用的涂装方法有丝印法、浸涂法、喷涂法、电泳涂装等。涂覆的防蚀层表面应均匀完整、无砂眼、白点等,如发现防蚀层有上述质量缺陷,且这些缺陷又在图文线条附近,特别是精细图文线条,应退除防蚀层重新涂覆。工件上喷涂的感光油墨干燥后,在进行曝光之前要进行质量检查。检查项目包括油墨表面无划伤、气孔,油墨的均滚涂匀性等,如达不到这个要求应将整个板面的油墨退掉重新滚涂。 *光阻与钢片的附着力是靠光阻膜顺着钢片表面流动达成。
*加热可降低光阻的粘度并增加流动性,压力可将流动状态的光阻挤入钢片表面。
贴膜时,先从膜上剥下聚乙烯薄膜,然后在加热加压的条件下将干致抗蚀层粘贴在不锈钢材料上面。干膜中的光致抗蚀层受热后变软,流动性增加,借助于热压辊的压力和光致抗蚀层中胶黏剂的作用完成贴膜过程。干膜光致抗蚀剂是20世纪70年初期发展起来的一种感光材料,至今已有多种产品用于要求不同的生产需要。干膜具有良好的工艺性能,优良的成像性和耐化学药品性能,在线路板制造、图文制作及精密零件的切割上都得到了非常广泛的应用。
不锈钢蚀刻加工速度和侧蚀量
1、在蚀刻加工中两关键同时也是很重要的参数。蚀刻速度决定了蚀刻加工周期的长短,蚀刻速度越快,蚀刻加工周期越短,生产效率越高,反之生产效率较低。但是,蚀刻速度也并非越快越好:1蚀刻速度越快,在单位时间内对金属的蚀刻量就越大,产热量增大,腐蚀液温度变化快,不利于蚀刻速度的恒定;
2、蚀刻速度太快,对于深度要求很精准的零件加工不易控制;
3、蚀刻速度越快,经蚀刻后的金属表面质量越低,明显影响蚀刻表面的平滑度和光泽度;
4、高的蚀刻速度往往都需要高浓度的腐蚀剂浓度、高腐蚀性的化学试剂、高的蚀刻温度等。这些因素一则使腐蚀剂成本增高,同时对抗蚀层的要求增高,成本增加。再则,高浓度的腐蚀剂和高的蚀刻温度都会增加对环境的污染和对操作人员的危害。在实际应用中,对于那些蚀刻量较大的零件,可以采用“先快后慢”的方法进行。所谓“先快后慢”就是先用蚀刻速度较快的腐蚀液进行一次蚀刻,当蚀刻深度接近设计要求值后,再换用蚀刻速度较慢的腐蚀液进行精度蚀刻,这样做虽然增加了工序,但缩短了加工时间,同时又保证了蚀刻精度和表面光泽度。至于快速蚀刻时间的确定,需要根据零件加工要求而定,一般可以选择总蚀刻量的80%-90%为宜。
.jpg)
在不锈钢蚀刻加工的材料中,以铜的侧蚀小。一般铜材质分为不同的牌号,以对应生产不同的产品。下表为您清楚的了解国内外不同铜牌号的对应表,以方便朋友们选择相应牌号的材料进行加工产品。

不锈钢蚀刻加工时间的计算
在蚀刻工艺方法中,是把零件或已做过图文防蚀层的零件置放于腐蚀液中进行蚀刻,并一直蚀刻到金属厚度达到要求的或图文深度达到要求为止。在整个蚀刻过程中,存在三个可变因素,即:蚀刻深度、蚀刻速度和蚀刻时间。这三者的关系式如下: V=h/t 式中:V为蚀刻的速度(mm/min),这里所指的化学蚀刻速度是指单面的蚀刻速度;h为蚀刻深圳(mm);t为蚀刻时间(min) 此式为计算蚀刻深度和蚀刻速度的基本公式。对于整体蚀刻或成型的化学蚀刻加工及镂空图文的蚀刻往往都是两个面同时进行。这种双面蚀刻加工的速度比只在一个面进行的蚀刻加工的速度快1倍,在金属材料情况下,影响蚀刻加工速度的因素很多,其中主要的是蚀刻剂的种类、浓度及蚀刻温度。如果蚀刻剂的浓度及蚀刻条件,材料的特性及热处理状态对蚀刻加工的速度同样有很大的影响。
不锈钢蚀刻主要的限制与难点
不锈钢蚀刻加工虽然具有诸多优点,它对于某些用机械方法难于加工的场合确实有独到之处。但是蚀刻加工也不是一种加工方法,它也会受到很多因素的限制。只有真正认识到蚀刻在某些方面的限制与困难,才不至于把这种工艺方法运用到一些不适合于蚀刻加工或者运用起来困难很大的用途上去。 蚀刻只能以零件原有表面状态为基础,累计进行切削。因此经过蚀刻加工后的零件形状及表面状态,与零件原始的形状与表面状态有直接关系。更多的情况是经蚀刻后的加工表面与原来的初始基准表面状态保持平行。而形成蚀刻边缘的几何形状,又主要与材料厚度有关。从这些限制可以看出,蚀刻不能用于表面粗糙的板材、棒材等来加工形状复杂的零件。如需要在复杂零件上的某些部位加工出很薄的腹板或一些浅的凸缘时,就需先用机械的方式将全部几何外形加工到特定程度,而接下来的蚀刻只是平行于已加工好的表面把金属均匀地蚀刻去掉一层,以达到所要求的厚度和形状。同时蚀刻无法在所加工的边缘进行垂直侧面的加工,只能加工出一个半径近似于腐蚀深度的圆弧形状如图所示:(b)图所示。采用一些特殊的腐蚀剂,在控制良好的情况下,可以蚀刻加工出一种斜削边的形状如图(c)所示。
.jpg)
单纯的外形尺寸加工,也就是常说的化学下料,通常只有两种情况才会采用。1、对于材料厚度不大的精巧零件的加工,如种弹簧片或其它精巧结构件的加工;2、驿于那些材料很硬而难于进行机械加工的金属材料进行大尺寸精密下料时的外形加工,这些材料往往是不可能用机械方法进行仿形加工。随着照相化学蚀刻技术的不断完善和普及,用于外形尺寸加工可以做到很高的几何外形保真度和化学蚀刻精度。
不锈钢蚀刻加工的厚度范围
蚀刻加工的材料厚度;0.03-2.0mm,的蚀刻厚度:0.05-0.5mm. 不锈钢蚀刻能达到的精度:当材料厚度为T=0.05时,可开小的孔为:∮=0.1mm;蚀刻孔的直径∮与材料厚度T的关系:∮=1.2*T--1.5*T,薄的材料蚀刻的精度高,厚的材料蚀刻的精度低
不锈钢蚀刻的工艺流程
开料→清洗板材→干膜或涂布→烘干→曝光→ 显影→烘干→蚀刻→脱膜→检测包装
.jpg)
不锈钢蚀刻的连接点设计
.jpg)
不锈钢蚀刻连接点案例图
1、外凸式 外凸式连接点设计主要是应用于标牌,手机外壳,产品的外壳等表面键,外观看上去不可有毛边、凹点等缺陷。外凸式计也有两种方式,一种是材料厚度大于0.3时,连接点可以设计为正面半刻,背面才有连接点,方便打磨等方式去掉;另一种是厚度小于0.3时,连接点不可半刻,以下图纸是一种设计方案!
.jpg)
.jpg)
2、内凹式 内凹式设计主要是应用于功能性产品,边缘的小凹点不影响产品的功能。材料的厚度不同连接点的大小也不同,材料越薄,金属蚀刻连接点越小,材料越厚,蚀刻连接点越大!
.jpg)
.jpg)
不锈钢蚀刻的脱膜原理
通过较高浓度的NaOH(1~4%),将其加温至将50度左右,NaOH具有强腐蚀性,其与钢片表面的感光材料发生化学反应,将保护钢片表面的感光材料剥离。
南通卓力达金属科技有限公司http://www.zld88.com
地址:南通高新技术产业开发区金川路268号

